


|
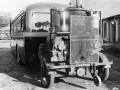
Box: "Imbert-Holzvergaser" Kernstück des "Imbert-Holzvergasers" war der "Gaserzeuger" in Form eines stehenden Zylinders, der durch eine verschließbare Luke von oben beschickt werden konnte und im unteren Bereich mit einer als "Herd" bezeichneten Brennkammer ausgestattet war. Als Brennstoff diente getrocknetes und auf die richtige Größe zerkleinertes Hartholz, das die Bildung von Holzkohle und einen ausreichenden Gasfluß gestattete. Geeignetes Material wurde als "Tankholz" produziert und sackweise vertrieben. Das System arbeitete als "absteigender Vergaser", bei dem die Reaktionsgase den Gaserzeuger von oben nach unten durchliefen in Folge eines Unterdrucks am Auslaß der Anlage. Nach dem Zünden des Herdes bildeten sich im gesamten System horizontal getrennte Temperaturzonen aus: Zuoberst fand sich die "Trockenzone", in der bei ca. 170 °C das Wasser aus dem Holz verdampfte. Darunter folgte die "Schwelzone" mit ca. 500 °C, wo die Entgasung des Holzes einsetzte und sich Essigsäure, Methanol und Holzteer in Gasform verflüchtigten. In der folgenden "Verkohlungszone" wurde das Holz bei 700 °C zu Holzkohle gewandelt, bevor es nach unten in die Brennkammer durchsackte. In letzterer bestand eine begrenzte Luftzufuhr aus ringförmig angeordneten Düsen, so daß sich hier die "Oxidationszone" mit bis zu 1.400 °C ausbildete und die nötige Prozeßwärme durch Verbrennung der Holzkohle und der Pyrolysegase lieferte. Darunter lag die "Reduktionszone" mit 500 °C, in der der Luftsauerstoff aufgezehrt war und die hochreaktive Holzkohle den vorbeiströmenden Gasmolekülen den Sauerstoff entzog - der eigentlichen Vergasung der Holzkohle. Als Produkt dieses Prozesses bildeten sich die brennbaren Gasfraktionen Kohlenmonoxid (CO) und Wasserstoff (H2). Das so entstandene "Generatorgas" setzte sich aus Stickstoff (47 Vol. %), Kohlendioxid (10 Vol. %), Kohlenenmonoxid (23 Vol. %), Wasserstoff (18 Vol. %) und Methan (2 Vol. %) zusammen. Vor der Verwendung im Motor wurde das Generatorgas in einem mehrstufigen Prozeß aufbereitet. Zunächst durchlief das Gas den "Absitzbehälter", in dem feste Partikel wie Kohlenstaub und Flugasche abgeschieden wurden. Anschließend wurde das Gas im "Gaskühler" heruntergekühlt um das Volumen zu reduzieren und den Wasserdampf zu kondensieren. Das Kondensat lief in den Absitzbehälter ab und enthielt neben Essigsäure auch organische Schadstoffe wie Phenole und Ammoniumverbindungen. Abschließend wurde das Generatorgas durch den "Nachreiniger" geführt, wo Aerosole und Schwebeteilchen herausgefiltert wurden. Beim Hochfahren der Gaserzeugung lieferte ein Sauggebläse den notwendigen Unterdruck, im Betrieb unterhielt die Ansaugleistung des Motors den Gasfluß. Der Gasgenerator benötigte eine Anlaufzeit von 6-10 Minuten bis zur Einsatzbereitschaft und konnte im laufenden Betrieb nachgetankt werden. Dabei entsprach der Energiegehalt von 1 l Benzin ungefähr 2,5-3,0 kg Hartholz bzw. 3,0-3,5 kg Torf oder 1,5-2,0 kg Braunkohle. Für die Umrüstung auf Generatorgas waren Zweitakt- und Viertaktmotoren geeignet, wobei langsamlaufende Bauarten mit großem Hubraum am besten geeignet waren. Bei der Dimensionierung eines passenden Gasgenerators war in erster Linie das Hubvolumen des Motors entscheidend. Die Anlage wurde direkt am Fahrzeug montiert oder seltener auf einem Anhänger mitgeführt. Das Generatorgas unterschied sich vom üblichen Benzin/Luft-Gemisch durch einen rund 25 % niedrigeren Brennwert und das trägere Zündverhalten. Entsprechend erhielten die Motoren neue Zylinderköpfe mit erhöhter Kompression und der Zündpunkt wurde vorverlegt. Dieselmotoren ließen sich ebenfalls umrüsten, wobei hier eine zusätzliche Zündanlage erforderlich wurde. Alternativ konnten Dieselmotoren auch im "Zweistoffverfahren" betrieben werden, wobei in den Brennraum eine geringe Menge Diesel eingespritzt wurde, die zur Selbstzündung führte. Das Generatorgas wurde dem Motor als Gas/Luft-Gemisch im Verhältnis 1:1 zugeführt, die Motorleistung lag rund 20 % unter den mit Mineralöl-Treibstoffen erreichten Werten. Als nachteilig im Betrieb mit Generatorgas erwiesen sich Essigsäurekondensat und Teerablagerungen in den Motoren, die hierdurch Schäden nehmen konnten. Für die Anwender bestanden Erstickungsgefahr durch Kohlenmonoxid sowie gesundheitliche Risiken durch karzinogene Kohlenwasserstoffe im Kondensat. Ford V8 mit Imbert-Gasgenerator Ein typischer Lkw der 3 t-Klasse ist der Ford V8 mit Holzvergaser der "Imbert-Generatoren-Gesellschaft", der bei den Fordwerken in Köln gebaut wurde. Das Fahrzeug zählt zum Bestand des Deutschen Technikmuseums Berlin und ist betriebsfähig restauriert. Der verwendete V8-Motor hat einen Hubraum von 3,9 l und schluckt 25 l Benzin auf 100 km. Mit dem Imbert-Generator werden für diese Strecke rund 50 kg Holz benötigt, wobei alle 20-50 km nachgetankt werden muß. 



|
Einsatz von Gasgeneratoren in Dänemark
Nach dem Einmarsch der Deutschen Wehrmacht 1940 wurde Dänemark eine strenge Treibstoffrationierung auferlegt, die den zivilen Kraftverkehr weitgehend zum Erliegen brachte. Zahlreiche Fahrzeuge wurden mit Gasgeneratoren nachgerüstet, wobei neben dem System Imbert (in Lizenz gefertigt im GM-Werk Kopenhagen) verschiedene einheimische Hersteller wie Bukh, Frichs, Scandia, Wodskou, Mortensen & Co. (System Micromax) und Aalborg Værft ihre Produkte anboten. Für den Straßenverkehr stellte sich die Lage zur Jahreswende 1942/43 dar wie folgt: Von 162.000 vorhandenen Pkw waren 4.500 in Betrieb, davon 3.000 mit Gas. Bei den Lkw waren von 43.000 vorhandenen Fahrzeugen 22.000 in Betrieb, davon 16.000 mit Gas. Die DSB mußte den Einsatz ihrer Rutebiler auf rund 25 % verringern, da zum Treibstoffmangel das Fehlen neuer Reifen hinzu kam. Im Schiffsverkehr wurde ebenfalls mit Gasgeneratoren experimentiert, wobei der hochseetaugliche Frachter "M/S NAVITAS" von B&W 1942 die größte Einheit darstellte.


In Folge der Treibstoffrationierung legte die DSB ihren gesamten Motorbetrieb inkl. dem Lyntog-Schnellverkehr still. Auch unter Dampftraktion wurde die Anzahl der Züge reduziert und die gefahrenen Zugkilometer insgesamt halbiert. Lediglich einige Kleinloks sowie 11 Triebwagen der Baureihe MF wurden mit Gasgeneratoren versehen. Bei den DSB-Rutebilern fanden Gasgeneratoren dagegen größere Verbreitung und auch die DSB-Motorfähre M/F MOMMARK erhielt 2 Gasgeneratoren System Bukh, die mit Torf betrieben wurden.



Die dänischen Privatbahnen waren von der Treibstoffrationierung besonders betroffen, da hier die Motorisierung weiter fortgeschritten war. Allerdings handelte es sich dabei vorwiegend um leichte Triangel-Triebwagen mit Benzinmotoren, die sich an den Stirnseiten mit Gasgeneratoren ausrüsten ließen. Die realisierten Konstruktionen wirkten oft etwas abenteuerlich und behinderten die Sicht vom Führerstand, erfüllten aber ihren Zweck. Die Privatbahnen stellten 75 % ihrer Motorfahrzeuge auf Gasbetrieb um, mit denen sie 1942/43 rund 28 % ihrer gefahrenen km und 90 % des Personenverkehrs erledigten.








In einigen Fällen dienten Gasgeneratoren als Treibstoffquelle bei Industriebahnen.

Andere Treibstoffalternativen
Gelegentlich wurden andere Lösungen gewählt, um der Treibstoffrationierung zu begegnen. So fanden sich bei Frederikhavn kleinere Erdgasvorkommen, die lokal als günstige Quelle für Brenn- und Treibstoff genutzt wurden. Das Erdgas bestand vorwiegend aus Methan und erreichte 90-95 % der Energiedichte von Benzin, ohne schädliche Kondensatablagerungen zu hinterlassen. Bei der Umrüstung vorhandener Kfz brauchten lediglich Gasflaschen montiert zu werden, die Motoren bedurften keiner Änderung. In begrenztem Umfang wurde der alternative Treibstoff auch im lokalen Bahnbetrieb verwendet: Die DSB rüstete 1941 die beiden Triebwagen DSB MF 631 und 638 auf Gasbetrieb um, wobei die Wagen mit je 13 Gasflaschen unter dem Wagenboden versehen wurde. Jede Gasflasche enthielt 8 m³ Gas bei 200 bar, alle Behälter zusammen wogen 1,5 t und ergaben eine Reichweite von 200 km. Die Triebwagen wurden mit 1 oder 2 Beiwagen im Lokalverkehr um Aalborg und Fredericia eingesetzt. Die "Aalborg Privatbaner" (APB) nutzten ebenfalls Erdgas als Treibstoff und rüsteten ihre Lok AHB ML 3202 entsprechend um. Andere Betreiber griffen dagegen auf den Klassiker Pferdekraft zurück.


Quellen:
AGROCARBO.INFO: Georges Imbert - Der Imbert-Holzvergaser. www.agrokarbo.info
Deutsches Technikmuseum Berlin, https://technikmuseum.berlin
Faurschou, K.F. (1946): Gastoget. Vinghjulet 2/1946 (redigiert von Lars B. Christensen, www.jernbanen.dk).
Guldvang, S.A. (1990): 1940: Gasgeneratordrift på jernbanerne. Jernbane historisk årbog 90: 48-53. Smørum, bane bøger.
Gustloff Werke Lichtenwörth Wiener Neustadt (194-): Der Gustloff-Generator Teil 1 + 2.
Hagen, Daniel: MeiliMuseum, www.meilimuseum.ch
Eine umfangreiche Sammlung von Quelltexten zu Gasgeneratoren verschiedener Bauarten bietet die IEA Bioenergy Task 33 zum Download.
Zur Übersicht Geschichte